Explore our leading line of integrated PCB design modules, high-frequency enterprise RAM, and high-performance server cooling solutions.







An Industrial Whitepaper on Sourcing, Integration, and Core Hardware Optimization.
In the contemporary industrial ecosystem, optoelectronic components and high-speed storage architectures have transitioned from distinct subsystems into a unified structural domain. Hyperscale datacenters, high-performance computing (HPC) environments, and telecommunication networks now demand highly optimized optoelectronic transceivers, integrated printed circuit boards (PCBs), and dense DRAM modules capable of zero-latency data transmission. System integrators and global procurement managers face the dual pressure of securing reliable component pipelines while mitigating thermal degradation and signal impedance.
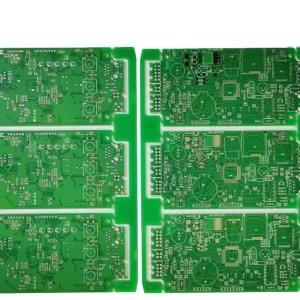
Procurement algorithms are no longer optimized purely for cost; they prioritize signal integrity, material reliability, and thermodynamic safety margins. From high-quality lead-free FR4 PCB assembly prototypes utilizing resin-filled microvias to robust ECC desktop/server RAM designed to operate under elevated ambient temperatures, components must demonstrate high sustainability indexes. In light of fluctuating semiconductor supplies, establishing transparent partnerships with factories that offer certified traceability and verified production metrics is critical to supply chain continuity.
Modern commercial infrastructures are heavily limited by two main physical boundaries: the "Memory Wall" (latency in data retrieval) and the "Thermal Wall" (power conversion limits and heat generation in silicon dies). To address these issues systematically, enterprise architects deploy hybrid layouts. For example, high-power server nodes requiring double-sided universal PCB breadboards and dense LED signaling modules rely on active thermal interfaces like the SP5 Server Heat Sink. These cooling systems combine passive copper plate absorption with dual ball-bearing air currents to safeguard the integrity of nearby memory channels.
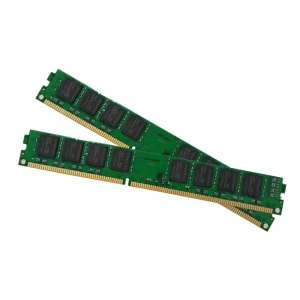
Similarly, the migration toward DDR4 and DDR5 memory modules in workstation environments must be accompanied by reliable electrical shielding. Memory adapters running high clock speeds—such as 3200MHz desktop modules—require multi-layered PCB designs that control crosstalk through dedicated ground planes. Without proper micro-routing and premium lead-free HASL finishes, electromagnetic interference (EMI) degrades signals, leading to bit errors and reduced overall uptime in critical servers.
A breakdown of our manufacturing throughput, quality assurance infrastructure, and global footprint.
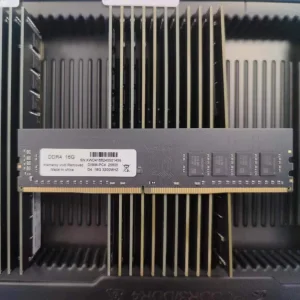
The progression of high-bandwidth platforms like DDR5 is driving major shifts in motherboard architecture. Operating at lower base voltages (1.1V vs. DDR4's 1.2V), DDR5 shifts power management from the motherboard directly onto the module using a Power Management Integrated Circuit (PMIC). While this design reduces signal noise, it creates localized thermal pockets on the RAM module. Consequently, integrating custom heat sinks onto 288-pin ECC memory modules has transitioned from an enthusiast-level addition to a standard requirement for continuous operation.
Simultaneously, the development of LED chip packaging and optoelectronic surface-mount devices (SMD) relies on high-quality thermal dissipation substrates. High-frequency optoelectronic applications generate significant heat at the p-n junctions of SMD LED light beads. To counter this, advanced PCB manufacturing relies on metal-clad PCBs (MCPCBs) or FR4 boards with copper thermal vias. The following technical roadmap highlights how we balance high-speed data transmission with effective thermal management:
Founded in 2017, Xeviora Memory Technology (China) Co., Ltd. has established itself as an authoritative manufacturer and supplier in the memory technology and component packaging industry. Drawing on 12 years of core industry expertise and 8 years of international export experience, the company produces high-performance memory modules (DDR3, DDR4, DDR5), server cooling architectures, and specialized PCB designs for clients worldwide.
Our manufacturing and prototype facility is dedicated to precision engineering, ensuring high-quality output through rigorous multi-stage inspections. Backed by 46 quality control specialists and a supply chain network of over 850 partners, Xeviora handles both small-scale custom orders and large-scale OEM/ODM projects. Our R&D team of 128 engineers constantly refines design parameters. In the past year alone, they developed and launched 86 new memory and thermal products to meet evolving industrial requirements.
Every module we ship undergoes automated optical inspection (AOI), high-temperature stress tests, and motherboard-specific compatibility validations to ensure compliance with global standards, including CE, FCC, and RoHS certifications.




To maintain high reliability, we implement strict standard operating procedures at every stage of production. Incoming components, including DRAM integrated circuits, copper alloy plates, and FR4 laminates, undergo comprehensive electrical and thermal testing before entering the assembly line. During surface-mount placement, our automated machinery runs 3D paste inspection (SPI) and post-reflow AOI.
For our server memory lines, including DDR4 ECC and DDR5 modules, we perform dynamic temperature burn-in testing to identify and eliminate early-life failures. In addition, our manufacturing processes comply with international environmental standards. By using lead-free HASL techniques, we ensure all completed circuit boards are safe to use in global consumer and industrial devices.
Expert answers to common engineering and sourcing questions about optoelectronics, memory, and thermal management.
Explore our high-density memory modules, server cooling solutions, and custom component adapters.