Explore our foundational thermal dissipation units and micro-electronic component hardware designed to ensure high stability and prolonged operational life cycles under extreme industrial loads.
The global disinfection landscape has shifted permanently. Modern sterilization demands have transitioned from traditional, hazardous mercury vapor lamps to solid-state UVC LED Disinfection Modules. Emitting germicidal light in the 260nm to 280nm spectrum, these modules disrupt the DNA and RNA replication mechanisms of pathogens (bacteria, viruses, and mold spores) with absolute precision.
However, achieving high log-reduction rates (up to 99.9999% efficacy) requires more than just mounting an LED onto a board. It requires high-precision micro-electronic engineering, highly specialized PCB assemblies, and world-class thermal management. Because UVC LEDs have a low Wall-Plug Efficiency (WPE)—converting only 3% to 6% of electrical power into germicidal ultraviolet light while turning the rest into heat—advanced thermal engineering is the direct bottleneck determining module lifetime and optical power output.
Unlike visible-light LEDs, deep UVC LED chips deteriorate rapidly if the junction temperature ($T_j$) exceeds critical limits. Higher temperatures yield lower optical radiation efficiency, driving down the radiant flux density ($mW/cm^2$) and causing premature degradation.
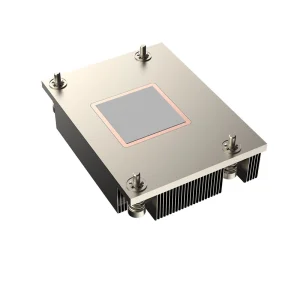
By applying advanced, copper-based thermal interfaces (adapted directly from high-capacity server heat sinks, such as passive CPU server coolers), we achieve thermal resistance values lower than $4\text{ K/W}$. This guarantees stable optical output over an $L_{70}$ lifetime of more than 20,000 continuous hours.
Leveraging deep expertise in memory technology, precision PCB assembly, and advanced thermal cooling architectures to engineer next-generation UVC modules.
Xeviora Memory Technology (China) Co., Ltd. is a professional DDR5 memory manufacturer and supplier based in China, specializing in high-performance RAM solutions for gaming, industrial, enterprise, and consumer applications. Established in 2017, the company has rapidly grown into a trusted OEM and ODM partner for global distributors, system integrators, and technology brands. Our deep-rooted competency in ultra-precise surface mount technology (SMT), cleanroom assembly, high-speed circuit design, and thermal engineering serves as the foundational backbone for our advanced UVC Disinfection Modules manufacturing lines.
Our manufacturing facility covers 368 square meters and is equipped with advanced production and testing equipment to ensure stable quality and reliable performance. With an annual export revenue of over USD 18 million, Xeviora serves customers across North America, Europe, Southeast Asia, the Middle East, and South America.
Backed by 8 years of export experience and 12 years of industry expertise, we are committed to delivering innovative memory products and high-reliability industrial modules that meet strict international quality standards. Our quality management system includes comprehensive incoming material inspection, in-process quality control (IPQC), and final product testing (FQC). All products undergo automated functional testing, compatibility verification, performance validation, and aging tests before shipment.
Our dedicated quality assurance team consists of 46 inspectors who ensure every single module meets strict reliability and photobiological safety requirements. As a manufacturer with strong OEM and ODM capabilities, Xeviora works closely with more than 850 supply chain partners worldwide, enabling efficient component sourcing, flexible production scaling, and exceptionally fast global delivery cycles.
Innovation is at the core of our business. Supported by an experienced R&D team of 128 engineers specializing in semiconductor packaging, optical ray-tracing, thermal dissipation simulation, and electronics engineering, we continuously invest in new technologies and product development. Last year alone, we successfully launched 86 new memory and module solutions covering DDR5 gaming memory, industrial-grade memory modules, server memory solutions, and customized high-power UVC disinfection systems.
We offer flexible customization services, including private labeling, logo printing, packaging design, specification customization, firmware optimization, and complete OEM/ODM development. Whether customers require standard modules or fully integrated smart control designs, our team is dedicated to providing reliable products, competitive pricing, and professional technical support.
Understanding the transition to solid-state UV disinfection systems, mini-UVC designs, and intelligent micro-controller-driven arrays.
Modern applications require compact module footprints for integration into water dispensers, humidifiers, and medical respirators. Small-format UVC modules require highly precise SMT layout and specialized PCB routing to maximize optical power density while keeping packaging space minimal.
Dynamic monitoring of UVC output is vital. Integrating digital optical sensors (UV photodiodes) and intelligent firmware allows system builders to track real-time UV intensity, operational hours, and automatic safety shut-offs, ensuring zero exposure risks to humans.
To eliminate highly resistant pathogens like Cryptosporidium or Giardia in fast-flowing water streams, UVC modules must deliver targeted energy densities ($mJ/cm^2$). This is achieved by combining optimized reflector geometry with high-radiance LED chips.
Comprehensive macro-level solutions engineered to deliver verified germicidal performance across multiple industrial sectors.
| Target Segment | Typical Integration Platform | Critical Engineering Requirements | Sterilization Goal / Standard |
|---|---|---|---|
| Static & Flowing Water Purification | Water dispensers, under-sink filtration systems, dynamic flow tubes. | Food-grade waterproof housing (IPX8), low-voltage DC drive, quartz glass windows. | Log 3 to Log 5 reduction of E. coli and Legionella (NSF/ANSI 55 Class B). |
| Air Ducts & HVAC Systems | Central air conditioning units, fan coil units, home air purifiers. | Vibration-proof frames, dust-resistant coatings, broad angle distribution lenses. | Preventing biofilm growth on coils; destroying airborne pathogens at high velocity. |
| Surface Disinfection Assemblies | Self-cleaning kiosks, conveyor belts, medical packaging equipment. | High radiant intensity arrays, multi-chip configurations, custom beam shaping. | 99.9% surface disinfection in less than 5 seconds at close proximity. |
| Medical & Lab Instrumentation | Autoclaves, bio-safety cabinets, analytical equipment. | Precision output calibration (nanowatt monitoring), ultra-stable current regulation. | Eliminating cross-contamination risk, validated via high-resolution photodiode arrays. |
The industry's technical roadmap is focused heavily on improving the efficiency and lifespan of AlGaN-based semiconductor materials. Over the next five years, the global shift aims to increase raw chip efficiency from today's average of 4% up to 15-20%. At Xeviora, we are actively developing and optimization:
Deploying global UVC disinfection hardware requires strict adherence to international electrical, environmental, and photobiological standards. Since ultraviolet radiation poses health risks if misdirected, our designs prioritize physical and optical safety constraints.
Get professional answers regarding UVC module procurement, thermal design validation, and custom OEM processes.
Secure premium computing infrastructure modules, dedicated controller RAM arrays, and heavy-duty active thermal dissipation structures designed to power continuous-operation UVC systems.
Take a virtual look inside our high-tech electronics fabrication, quality validation, and advanced packaging cleanrooms.